


HSS6542 Machine Taps for Stainless Steel Iron Aluminum Copper Flute / Straight Flute / Tip Machine Taps Threading Tools
NOTE: Prices may vary by product model and material.
MOQ: 10pcs
- Product Name: Machine Tap
- Material: 6542 HSS
- Applicable: suitable for processing stainless steel, iron, aluminum, copper, steel (*cold-rolled steel: steel without heat treatment) and other metal materials with high hardness
- Features: smooth surface, full grinding process, sharp knife edge, durable
- Note: Machine taps have high requirements on concentricity, and manual tapping is prohibited
$4.20
CompareModels of the HSS6542 Machine Taps
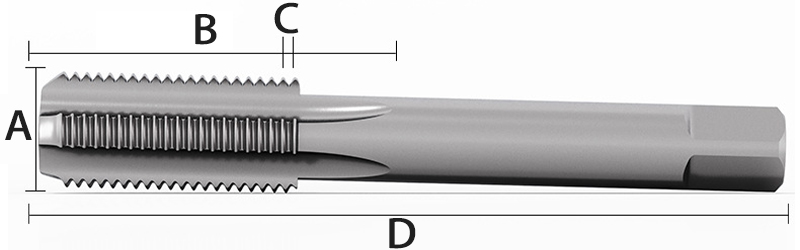
| Model | Diameter (A) | Working depth(B) | Tooth distance(C) | Total length(D) |
| M3 | 3 mm | 18.0 mm | 0.50 mm | 50.9 mm |
| M4 | 4 mm | 22.2 mm | 0.70 mm | 57.3 mm |
| M5 | 5 mm | 23.5 mm | 0.80 mm | 64.2 mm |
| M6 | 6 mm | 28.2 mm | 1.00 mm | 67.4 mm |
| M8 | 8 mm | 30.7 mm | 1.25 mm | 70.2 mm |
| M10 | 10 mm | 33.5 mm | 1.50 mm | 75.3 mm |
| M12 | 12 mm | 37.0 mm | 1.75 mm | 82.4 mm |
| M14 | 14 mm | 44.5 mm | 2.00 mm | 86.5 mm |
| M16 | 16 mm | 46.0 mm | 2.00 mm | 95.5 mm |
6542 high speed steel is preferred. High-quality high-speed steel with good toughness, strong wear resistance and excellent cutting performance.
Wide application, high cost performance and practicality.
Sharp without burrs. The thread of the tap is clear, the bite is precise, and the use is more convenient. Straight groove, spiral groove dual options.
Precautions
- According to different situations and usage scenarios, choose matching taps.
Straight flute taps are suitable for through holes and shallow blind holes for downward chip removal;
Spiral taps are suitable for upward chip removal in blind holes. - Choose the correct drill diameter. If the bottom hole is too small, the part that needs to be cut by the tap will increase, which will increase the risk of the tap breaking.
- The tapping material is impure, and there are local hard points or pores, which will cause the tap to lose balance and break instantly.
- At the beginning of tapping, the starting position of the tap needs to be accurate, that is, the axis of the spindle and the centerline of the bottom hole need to be on the same straight line.
- The tapping machine needs to meet the precision requirements of the tap. Using a high-precision tapping machine can better exert the performance of the tap.
- This product is a machine tap. Since the machine tap has high requirements on concentricity, manual tapping is prohibited.
Based on 0 reviews
Be the first to review “HSS6542 Machine Taps for Stainless Steel Iron Aluminum Copper Flute / Straight Flute / Tip Machine Taps Threading Tools”
Related products
-
Threading Tools
Aluminum Special Machine Taps Spiral Tapping Tap M3 M4 M5 M6 M8 M10 M12 6542 HSS Machine Taps Threading Tools
 Threading Tools
Threading ToolsAluminum Special Machine Taps Spiral Tapping Tap M3 M4 M5 M6 M8 M10 M12 6542 HSS Machine Taps Threading Tools
NOTE: Prices may vary by product model and material.
Product Name: Machine Taps for Aluminum
Material: 6542 high speed steel
Features: The blade has an angled groove, no chip clogging, strong resistance to bending damage, and strong cutting performance.
Advantages: Strong cutting performance and wide application.
Uses: Cutting continuous curved materials. Blind hole processing. Holes with axial grooves in the inner wall. Through holes are also available depending on the thread length.
Applicable: processing die-casting aluminum, aluminum, aluminum alloy, aluminum casting, zinc alloy, magnesium range and other materials with low hardnessSKU: n/a -
Threading Tools
Multifunctional Tap Drilling and Tapping M3 M4 M5 M6 M8 M10 High Speed Steel Integrated Composite Tap Set 6PCS
Threading ToolsMultifunctional Tap Drilling and Tapping M3 M4 M5 M6 M8 M10 High Speed Steel Integrated Composite Tap Set 6PCS
NOTE: Prices may vary by product model and material.
Product Name: Drilling and Tapping Integrated Taps
Product material: two kinds of high-speed steel 4341 and high-speed steel 6542.
The 4341 material is suitable for wood, aluminum, iron and other materials with low hardness (hardness not higher than HRC25°).
The 6542 material has high hardness and is more durable. It can be applied to steel plates, and even thinner 304 stainless steel plates of about 2mm.SKU: n/a




There are no reviews yet.